Bandzaagbladen op maat
Wij zijn sinds 2002 dealer van Lenox bandzagen, de absolute marktleider als het gaat om bandzaagbladen. Lenox heeft een professioneel assortiment:
- bimetaal bandzaagbladen
- hardmetaal bandzaagbladen
- en zaagoliën.
Voor elke toepassing vind je bij ons de juiste zaag.
Machine:
Jouw type machine geeft aan welke afmeting bandzaagblad je nodig hebt (lengte x breedte x dikte). Bijvoorbeeld:
| Naam van het product | Lengte x Breedte x Dikte | Tanden per inch |
| Lenox classic pro | 2460 mm x 27 mm x 0,9mm | 3/4 TPI |
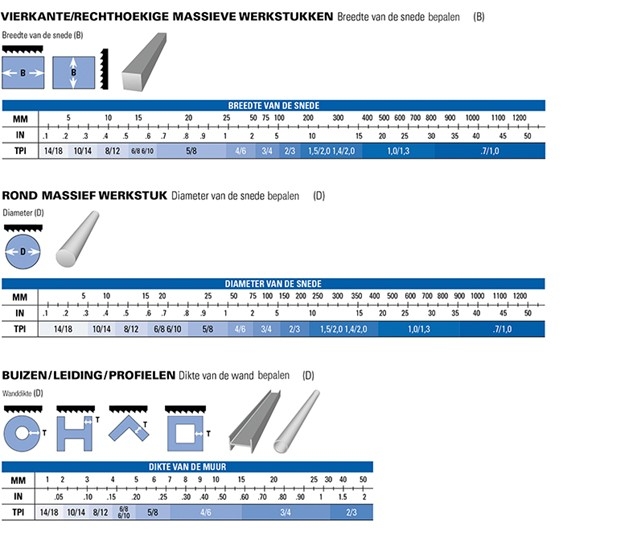
Bepaal de juiste aantal tanden per inch TPI
Als je twijfelt tussen twee vertandingen, weet dan dat de meest fijne van de twee vertandingen meestal de beste prestatie en de zuiverste zaagsnede levert.
Algemene regel voor herzagen van bundels: Bepaal de juiste TPI om een stuk te zagen en neem dan een tandsteek grover voor de bundel.
Lenox bandzaagbladen voor iedere toepassing
BI-METAAL BANDZAGEN
- Diemaster 2 | handgevoegde toepassingen
- Classic/Classic Pro | Algemeen zaagwerk
- RX+ | Zagen van buizen en profielen, al dan niet in bundel
- QXP | Zagen van vol materiaal (snel zagen van standaard staalsoorten)
- Contestor GT | Zagen van massief materiaal (RVS en exotische staalsoorten)
BANDZAAGBLADEN VOOR HOUT
- Woodmaster carbon
- Woodmaster Bi-Metaal
KOELMIDDELEN
Deze hoogwaardige, veilige en biologische afbreekbare koelmiddelen zorgen voor verhoogde prestaties van de Lenox bandzagen.
- Band-Ade
- Lube
Elk niet bandzaagblad opnieuw inzagen:
Een nieuw bandzaagblad heeft vlijmscherpe tandpunten als resultaat van het frezen of slijpen van de tandvorm. Om bestand te zijn tegen de snijdruk van het bandzagen, moet de tandpunt worden geslepen tot hij een uiterst fijne doorsnede heeft. Met hoge druk zagen, zonder de tandpunten eerst te slijpen, zal microscopische schade toebrengen aan de punten, met een kortere levensduur van het blad tot gevolg.
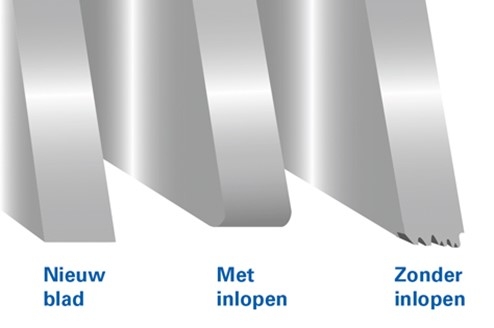
Waarom een bandzaagblad laten inlopen?
Je nieuwe bandzaagbladen correct laten inlopen, zal de levensduur van het blad spectaculair vergroten.
Een bandzaagblad laten inlopen
- Gebruik de correcte bandsnelheid voor het materiaal dat moet worden gesneden.
- Verminder de voedingssnelheid/krachtcontrole op de zaag tot een zaagsnelheid van ongeveer 20 - 50% van de normale zaagsnelheid. Zachte staalsoorten vergen een grotere vermindering van de zaagsnelheid dan materialen die moeilijker bewerkbaar zijn.
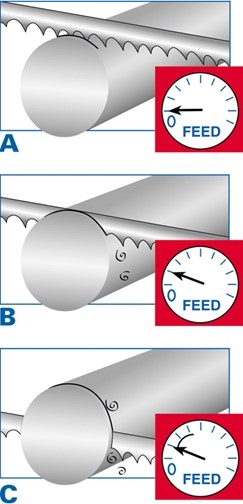
- Begin de eerste snede met een verminderde snelheid (A), en zorg ervoor dat de tanden een spaan vormen. Zodra het blad volledig in het werkstuk dringt, kan de spoedsnelheid lichtjes worden verhoogd (B).
- Drijf de voedingssnelheid/kracht over meerdere snijbewegingen trapsgewijs op tot de normale zaagsnelheid wordt bereikt (150 tot 300 cm2) (C).
Opmerking : Tijdens de inloopfase mag de bandsnelheid lichtjes worden aangepast als er overdreven lawaai of vibraties merkbaar zijn. Zodra het blad is ingelopen, moet de aanbevolen bandsnelheid worden gebruikt.